 Zum Inhalt springen
Zum Inhalt springen Welding titanium seems straightforward, but failed welds cost time and money. The material cracks, projects stall, and you’re left wondering what went wrong. The secret is the environment.
Titan muss im Vakuum oder unter einer Schutzgasabschirmung geschweißt werden. Der Grund dafür ist, dass Titan bei hohen Temperaturen aggressiv mit dem Sauerstoff und Stickstoff der Luft reagiert. Diese Reaktion macht die Schweißnaht spröde und schwach, so dass sie unter Belastung versagen kann.

I’ve been in the titanium supply chain for over a decade. I’ve seen companies, both large and small, struggle with this exact problem. A customer like Ahmed, who runs a metal distribution business in Turkey, needs to advise his clients correctly. A bad weld not only ruins the part but can also damage a supplier’s reputation. It’s a challenge, but once you understand the “why” behind the process, it becomes much simpler to manage. The key isn’t just about melting metal; it’s about protecting it while it’s most vulnerable. Let’s break down the essential rules for successfully joining this incredible material.
Muss man Titan in einem Vakuum schweißen?
Sie müssen Titan schweißen, aber eine Vakuumkammer klingt kompliziert und teuer. Ist sie die einzige Möglichkeit? Ein Verzicht auf diesen entscheidenden Schutz könnte Ihr gesamtes Projekt ruinieren und wertvolles Material zerstören.
Nicht immer, aber man muss sie immer vor der Luft schützen. Ein Vakuum bietet den besten Schutz. Für viele Arbeiten ist jedoch die Abschirmung mit einem hochreinen Inertgas wie Argon eine gängige und praktische Methode. Dieses Verfahren ist bekannt als Gas-Wolfram-Lichtbogenschweißen (GTAW oder TIG)1.

The non-negotiable rule is that molten titanium must never touch the air. The choice between a vacuum and an inert gas shield depends on the application’s demands. For my clients in the aerospace or military sectors, vacuum welding is often specified for critical components. The purity of the weld is paramount. However, for many industrial and even medical applications, a proper WIG-Schweißeinrichtung2 with a good argon shield is perfectly adequate. I’ve advised many small manufacturers, like the ones Ahmed supplies, to invest in high-quality TIG equipment. It’s more accessible than a vacuum chamber and, when done correctly, produces strong, reliable welds. The key is ensuring the gas flow is sufficient to cover not just the molten puddle but also the cooling area behind it.
Hier ist ein einfacher Vergleich, der Ihnen die Entscheidung erleichtern soll.
| Methode | Schutzniveau | Gemeinsame Kosten | Am besten für |
|---|---|---|---|
| Vakuumschweißen | Höchste Reinheit | Hoch | Luft- und Raumfahrt, Kerntechnik, kritische Implantate |
| Inertgas-Abschirmung | Hohe Reinheit | Mittel | Allgemeine Industrie, Schifffahrt, die meisten medizinischen Anwendungen |
| Keine Abschirmung | Keine | - | Guaranteed Failure – Never Use |
Welches Schweißverfahren muss im Vakuum durchgeführt werden?
Choosing the right welding process for titanium is confusing. The wrong choice leads to wasted material, unreliable parts, and a reputation for poor quality. Let’s clarify which process absolutely requires a vacuum.
Elektronenstrahlschweißen (EBW)3 ist ein Prozess, der in einem Vakuum durchgeführt werden muss. Das Vakuum ist für das Funktionieren des Elektronenstrahls unerlässlich. Außerdem bietet es die perfekte Abschirmungsumgebung für Titan, was zu außergewöhnlich reinen und tiefen Schweißnähten führt, die anders nicht zu erreichen sind.
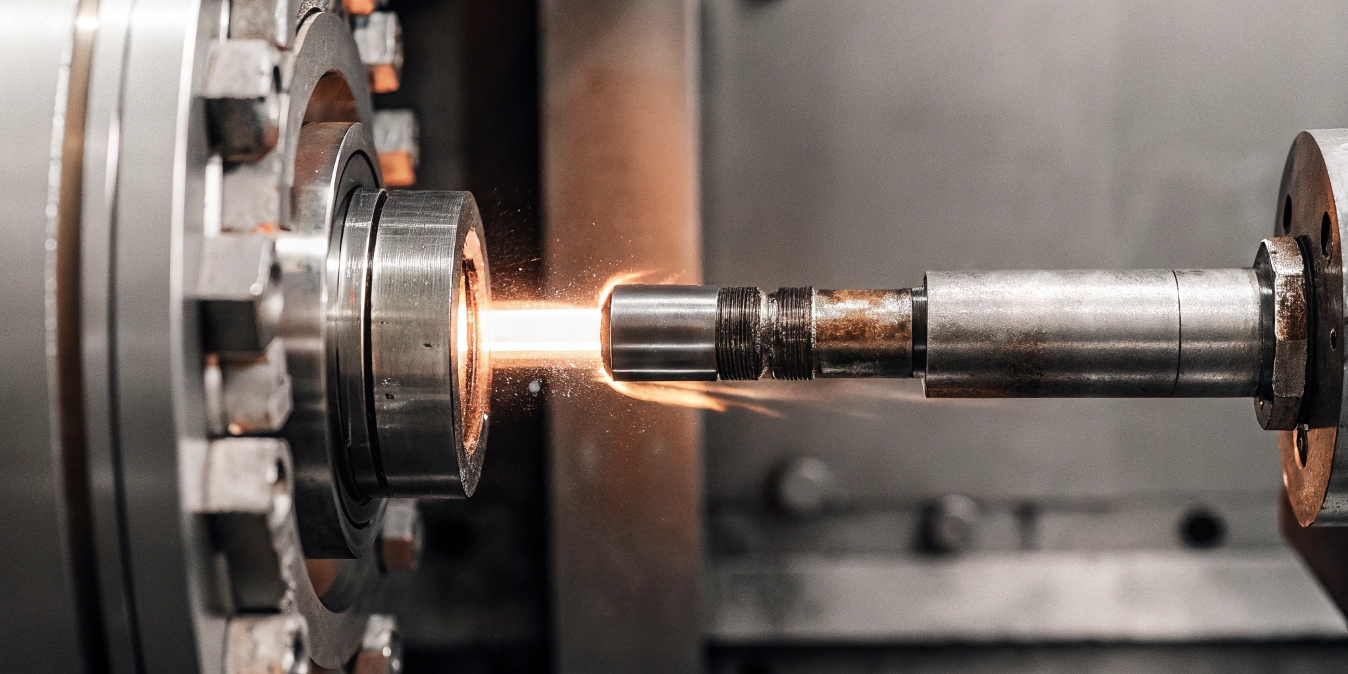
In my experience supplying titanium ingots for specialized applications, EBW is the go-to process for a reason. Here’s how it works: the machine shoots a highly focused beam of electrons at the metal. These electrons travel at incredible speed, and their energy instantly melts the titanium. If there were air molecules in the way, the electrons would collide with them and scatter, losing all their power. The vacuum chamber clears that path. This has a fantastic side effect for titanium—it creates the ultimate clean room for the weld. I’ve seen this used to join very thick sections of Ti-6Al-4V for military hardware. The weld is deep, narrow, and incredibly strong because it’s free from any atmospheric contamination. While other processes like Laser Beam Welding can also be done in a vacuum for better results, EBW is the one that simply cannot work without it.
Was ist eine Vakuumschweißung?
You hear the term "vacuum weld" mentioned for high-tech projects. Not understanding the term can make you feel left out of important technical discussions. Let’s define it in simple terms.
Eine Vakuumschweißung ist eine Verbindung zwischen Metallen, die in einer Kammer hergestellt wird, in der fast die gesamte Luft entfernt ist. Diese Niederdruck- oder Vakuumumgebung verhindert, dass atmosphärische Gase mit dem geschmolzenen Metall reagieren. So entsteht eine Schweißnaht, die außergewöhnlich rein, fest und zuverlässig ist.
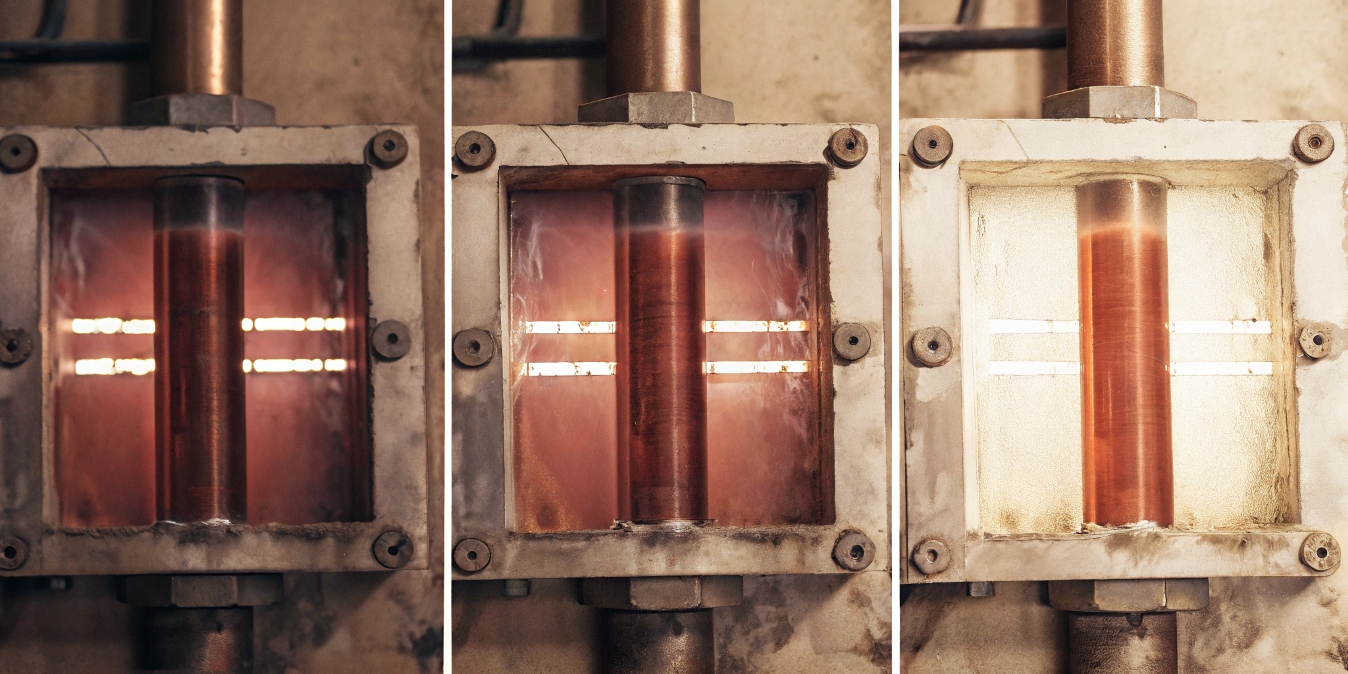
Das Verfahren ist sehr methodisch. Zunächst legen wir die zu verbindenden Titanteile in eine abgedichtete, robuste Kammer. Dann wird die Luft mit starken Pumpen abgesaugt, bis ein bestimmter Unterdruck erreicht ist. Erst dann wird die Schweißwärmequelle, z. B. ein Elektronenstrahl, in der Kammer aktiviert, um das Metall zu schmelzen und zu verschmelzen. Ich sehe dieses Verfahren häufig bei Projekten in der Schiffstechnik, für die ich Material liefere. Zum Beispiel sind Wärmetauscher aus Titanlegierungen ständig korrosivem Meerwasser ausgesetzt. Jede winzige Verunreinigung in einer Schweißnaht kann zu einem Fehler führen. Indem die Hersteller die Schweißnähte im Vakuum ausführen, stellen sie sicher, dass die Verbindungen so korrosionsbeständig sind wie das Grundmetall selbst. Diese Methode bietet eine beispiellose Kontrolle, weshalb sie für Anwendungen spezifiziert wird, bei denen ein Versagen nicht in Frage kommt.
Die Vorteile liegen auf der Hand und betreffen direkt die Herausforderungen beim Schweißen von Titan.
| Merkmal des Vakuums | Sein direkter Nutzen | Warum es für Titan wichtig ist |
|---|---|---|
| Keine Atmosphäre | Verhindert Kontamination | Die Schweißnaht bleibt duktil und fest, nicht spröde. |
| Hochgradig kontrolliert | Hervorragende Reproduzierbarkeit | Jede Schweißnaht ist so gut wie die letzte; perfekt für die Serienproduktion. |
| Tiefes Eindringen (EBW) | Schweisst dicke Teile in einem Durchgang | Erzeugt stärkere Verbindungen mit weniger Wärmeverzug. |
Suchen Sie nach hochwertigen Titanrohren und -schläuchen?
Entdecken Sie unser Angebot an Titanrohren und Rohrleitungslösungen für die Luft- und Raumfahrt, die Medizintechnik und industrielle Anwendungen. Unsere Produkte sind so konzipiert, dass sie strenge Normen erfüllen und in verschiedenen Umgebungen eine zuverlässige Leistung bieten.
Warum kann Titan nicht geschweißt werden?
Oft heißt es, Titan sei "unmöglich" zu schweißen, was die Verarbeiter nervös macht. Dieser weit verbreitete Mythos könnte Sie davon abhalten, die Vorteile dieses unglaublich nützlichen Materials zu nutzen. Die Wahrheit ist viel einfacher.
Dies ist ein völliger Mythos. Titan kann sehr gut geschweißt werden. Das Problem ist seine extreme Reaktivität mit Luft (Sauerstoff, Stickstoff, Wasserstoff), wenn es über 427 °C (800 °F) erhitzt wird. Ohne eine perfekte Abschirmung, z. B. durch ein Vakuum oder Argongas, absorbiert die Schweißnaht diese Gase und wird brüchig.
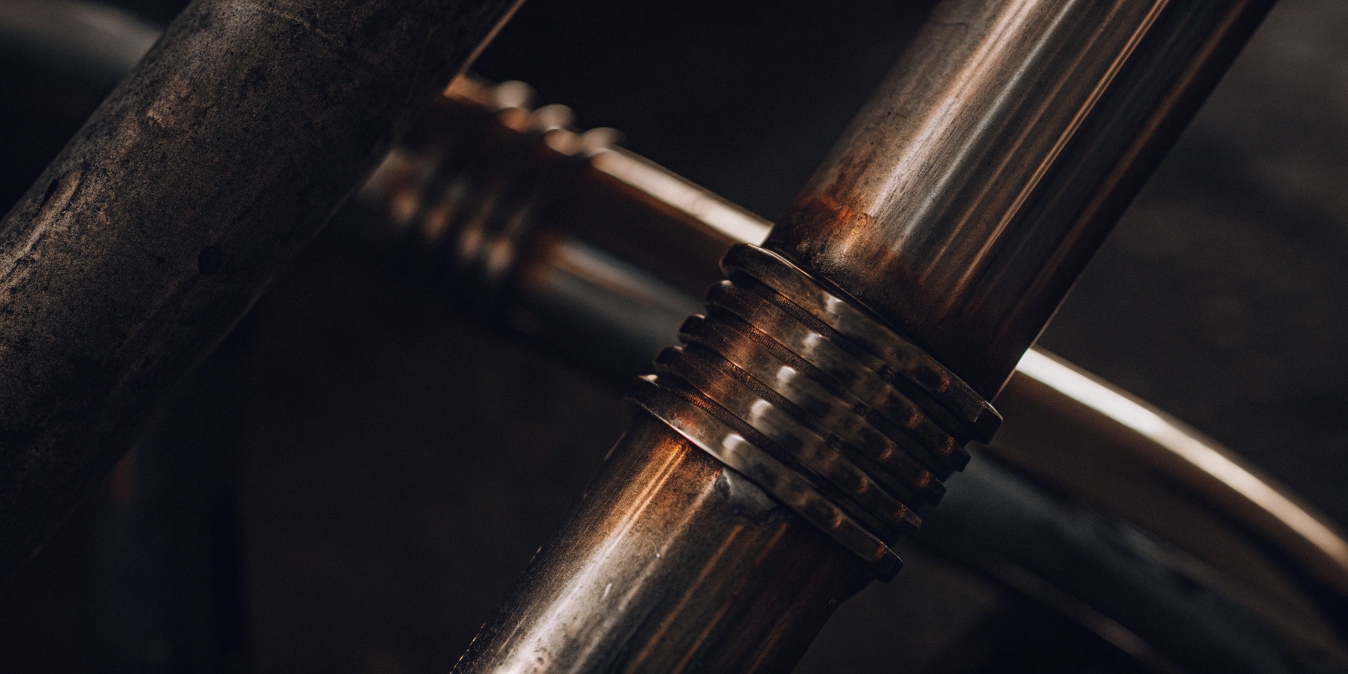
I remember a classic case with a new client making medical-grade titanium rods. They were new to the material and attempted a weld without a proper inert gas shield, thinking a quick tack would be fine. The resulting weld was a rainbow of blue, purple, and straw yellow. While colorful, these are warning signs of severe contamination. The weld was so brittle that the rod snapped with very little force. They had to scrap the entire batch. This taught them a valuable lesson: the problem isn’t the titanium; it’s the procedure. When titanium gets hot, it acts like a sponge for gases in the air. These gases get trapped in the metal’s structure, making it hard and fragile, like glass. Successful titanium welding is all about cleanliness and total isolation from the atmosphere. The material, the filler rod, and the surrounding area must be spotless, and the inert gas or vacuum shield must be flawless.
Schlussfolgerung
Das Schweißen von Titan ist nicht schwer, es erfordert nur Disziplin. Es erfordert eine absolut saubere, luftfreie Umgebung, in der entweder ein Vakuum oder Inertgas verwendet wird, um starke, reine und zuverlässige Verbindungen herzustellen.
-
Entdecken Sie die WIG als praktisches Verfahren zum Schweißen von Titan, das qualitativ hochwertige Ergebnisse garantiert. ↩
-
Lernen Sie die wesentlichen Komponenten einer WIG-Einrichtung kennen, um erfolgreiche Titanschweißungen zu erzielen. ↩
-
Learn about EBW’s unique advantages for titanium welding, especially in critical applications. ↩






